| 加工定制:否 | 种类:有机废气处理成套设备 | 品牌:ty |
车间废气处理好坏直接影响着生产者的健康安全,尤其是车间释放出来的工业废气,很多带有毒性,严重影响操作工人的身心健康及生命安全,因此,车间废气如何处理是广大工人们关心的话题。车间废气处理良好也是衡量企业实力的首要指标。最常用的废气治理方法有废气废气液体吸收法、废气活性炭吸附法、RCO催化燃烧。 RCO是一种新的催化技术,它具有RTO高效回收能量的特点和催化反应的低温工作的优点,将催化剂置于蓄热材料的顶部,来使净化达到优,其热回收***达95%. RCO系统性能优良的关键是使用专用的、浸渍在鞍状或是蜂窝状陶瓷上的贵金属或过渡金属催化剂,氧化发生在250-500℃低温,既降低了燃料消耗,又降低了设备造价。现在,有的国家已经开始使用RCO技术取代CO进行有机废气的净化处理,很多RTO设备也已经开始转变成RCO,这样可以消减操作费用达33%-50%.经反应后,有毒的HC化合物转化为***的CO2和H2O,从而使污染得到治理。

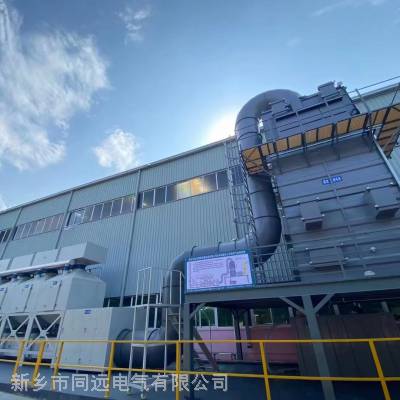
蓄热式催化氧化装置(RCO)是在催化氧化和蓄热式焚烧法(RTO)的基础上,采用了一系列节能设计和材料选择继而发展成为现代***的有机废气处理技术。它的***性主要表现在:低温氧化(250~300℃)条件,避免了RTO由于高温(760~800℃)而产生NOx二次气态污染物,符合国际上越来越严格的环保法规要求,同时大幅降低运行温度使运行能量大量节约。
有机废气经鼓风机进入氧化炉,由燃料氧化加热,升温至250~300℃左右。在此温度下,废气里的有机成分在催化剂的作用下被氧化分解为二氧化碳和水,反应后的高温烟气进入特殊结构的陶瓷蓄热体,绝大部分的热量被蓄热体吸收(95%以上),温度降至接近进口的温度后经烟筒排放。通常情况下,蓄热催化氧化系统由三个蓄热室构成,废气在PLC程序的控制下,循环执行以下的操作流程:进入已蓄热的蓄热室,使废气得到预热,然后进入热氧化室,处理的废气经未蓄热的蓄热室放热后排放,一部分处理后的气体被引回到第三室,吹扫其中残留的未处理废气。在污染物去除效率要求不高的情况下,为节省资金,也可设计成两室结构。
选择废气处理方法时需要考虑废气排出量、有机溶剂的成分和浓度、废气治理设备费用和运转维护费用、设备占有空间的大小等因素。车间废气如何处理一定要根据现场情况在做考虑,以免后期麻烦不断。